相较于钢桥梁板单元U肋与T肋单独建造工艺而言,钢桥梁板单元U肋与T肋组合建造的方式可避免采用分步建造机制的效率低下,节约时间成本,提高了生产效率。
鉴于二者的加工工艺相近,起重永磁吊具厂家河北东圣吊索具客户在对两种工艺进行工艺整合后,将U肋与T肋组合建造工艺归纳为以下六个工步:
1:U肋下料及制作;
2:T肋下料及制作;
3:组装U肋两端焊接衬垫;
4:划线并组装;
5:板块焊接并矫正;
6:完工、测量、标识和存放:采用磁力吊或专用夹具起吊、运转和存放板单元件;且板单元的码放应满足板块不变形、易起吊装船。河北东圣吊索具笔者在此友情提示您:在此之前,需要根据工艺要求测量桥面板单元件的纵、横向挠度,桥面板不平度检测值;按工艺要求做好纵、横向定位基准线,并按要求标明单元件编号。
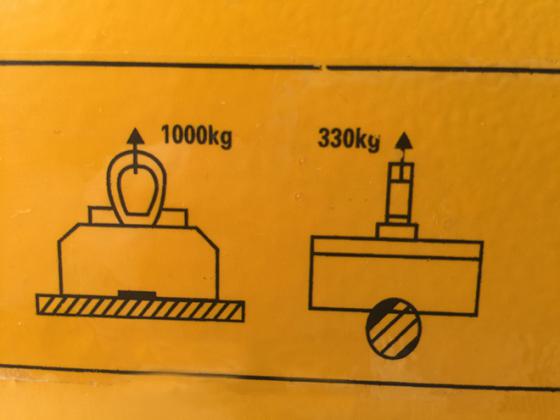
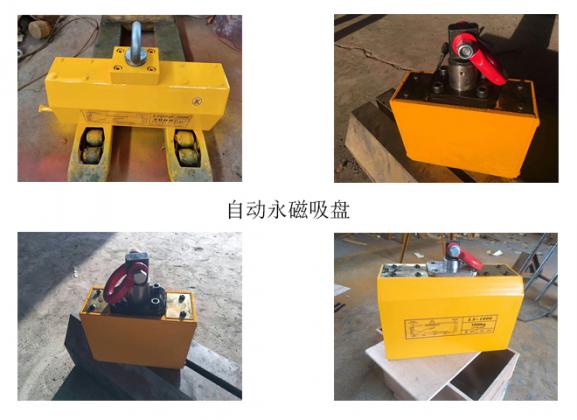
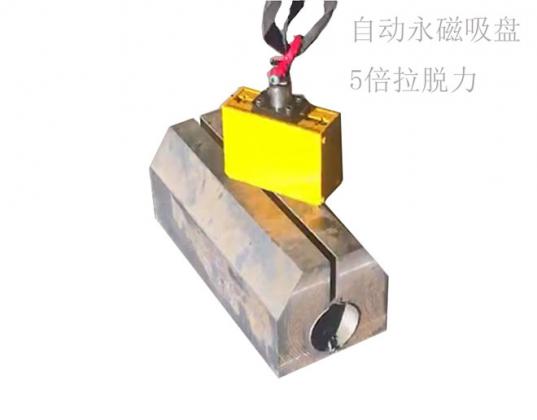
在上述组合建造工艺中,磁力吊使用于板单元件起吊、运转和存放中,作永磁吊具用。

磁力吊